


联系我们

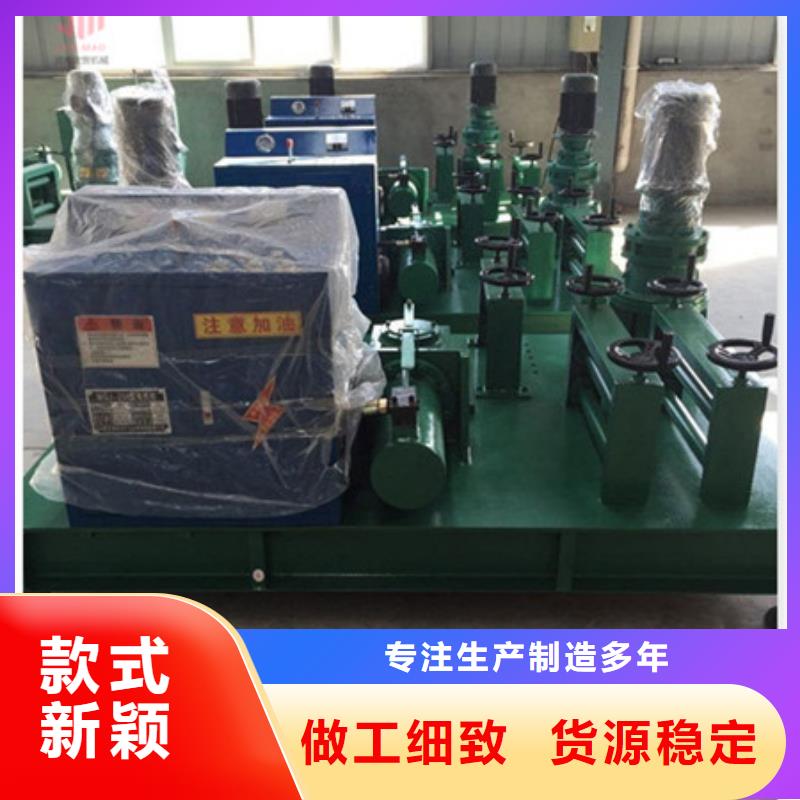
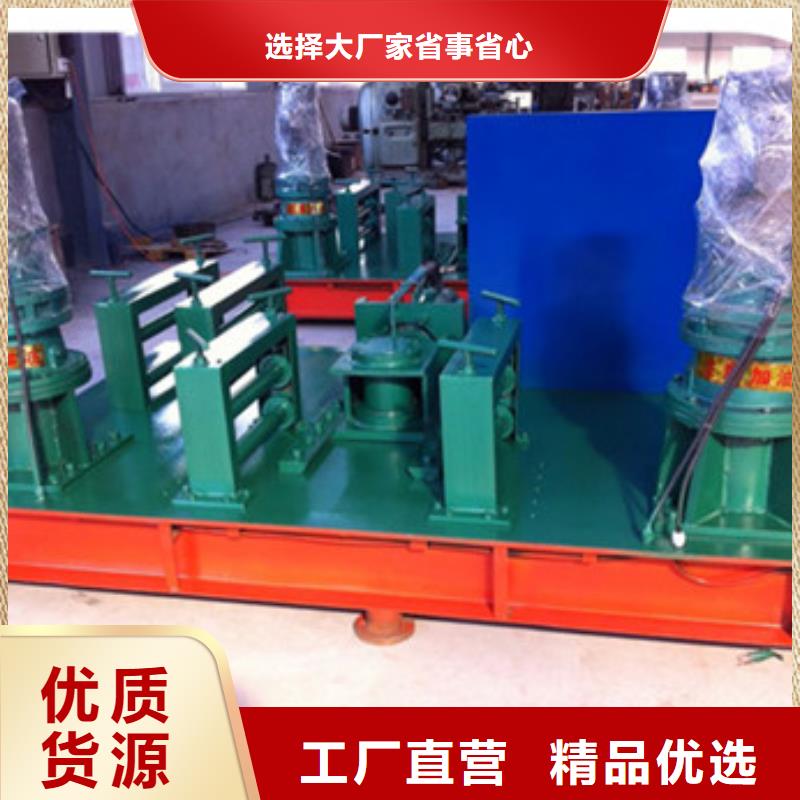
#液压工字钢弯拱机#-质优价廉
发布时间:2024-07-07 02:00:18 浏览次数:2 公司名称:[桂林]建贸机械设备有限公司
| 最小起订 | 1 |
|---|---|
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |
| 型号 | DGJ-50 |
| 产地 | 河南许昌 |
| 加工能力 | 32-50管子 |
| 重量 | 1300Kg |
| 品牌 | 河南建贸 |
| 品名 | 小导管尖头成型机 |




(5)在使用中活塞杆表面如发现有杂物应及时用干净棉纱擦除,以免拉伤。
(6)紧急制动:在使用过程中如遇到特殊情况,及时按下急停按钮,紧急停机;检查处理。
2、 停机注意事项如下:
(1)停机前必须将工件取出,不得让工件长时间压在机台上。
(2)按下油泵电机停止按钮,点动电磁换向阀按钮将油缸泄压,不要让油缸长时间处于受压状态,以免影响油缸及液压系统使用寿命。
(3)停机后要将机台、顶轮、主动轴等清理干净。
维修保养
1、 新机 次加油运转一周后换新油,并将内部的油污清理干净,以后每个3-6个月更换一次。
2、 在实际运转过程中,当油温超过60°及出现不正常噪音时,应立即停机检查,在正确排除故障后,方可再次投入运转。
3、 新机运行15个工作日后更换液压油。
4、 液压油每年更换一次液压油。
5、 根据使用情况每天给轴承加注油脂。
根据设计要求,对不同地段不同地质情况围岩采用超前小导管注浆超前支护。小导管采用Φ42热轧无缝钢管,长度4.5 m,壁厚3.5mm,环向布置间距0.4m,每环打入长度3.5m,纵向水平搭接≥1m。沿拱部开挖轮廓线外缘布置,钢管外插角均为3~5度,管内预注浆为水泥浆单液浆体。
小导管箭头机生产企业
经过多年来产品的不断研发、优化及客户现场实践应用,小导管箭头机、数控小导管冲孔机、数控钢筋焊网机、八字筋成型机、联合剪冲一体机等设备不但成为了公司主导产品,在国内隧道施工领域有着极高的口碑和知名度;因其具有生产效率高、操作简便、质量稳定等优势,市场占有率位居国内前茅。
 建贸机械设备有限公司
#液压工字钢弯拱机桂林#-质优价廉
建贸机械设备有限公司
#液压工字钢弯拱机桂林#-质优价廉
工作原理:把工字钢放在冷弯机上,与减速器带动的滚轮接触后,将压紧手柄进给锁紧,启动电机油泵组,由电动油泵输出的高压油经溢流阀(可调整所需压力),进入聚成块到电液阀,有电液阀和点动开关(点进、点退)控制油缸工作,工作油缸推进,将工字钢与三个支撑滚轮压紧并未发生弯曲变形时开始计算,油缸再推进的长度进程为每次10mm-15mm,开主电机正转或反转,由主电机带动工字钢工作,反复操作,达到所需为止。
使用须知
设备安装在坚硬的基础面上,找正,以进给导轨面处于水平位置为准。
工字钢必须在水平的工作台上(带有滚动的工作台)工作。
使用前必须加油(减速器加30#机油,油箱加46#液压油),以后定期更换新油。
试机
工字钢冷弯机操作流程
(1)将所需冷弯加工的型钢由辅助系统的门式托架推放在两主动滚轮之间;
(2)启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢;
(3)达到设计所需弧度时关闭液压系统,启动机械传动系统,使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业;
(4)冷弯结束时,关闭机械传动系统的同时,启动液压系统 。将冷弯型钢放置在辅助系统 的门式托架上。
简介:
工字钢冷弯机就是弯曲工字钢的机器,也被大家叫做工字钢弯曲机,工字钢弯拱机。它适用于工字钢、H型钢、U型钢、方管、圆管等其他型材进行弯弧起拱。它应用于隧道、地铁、水电站、地下洞室等行业施工中,是钢拱架支撑制造的理想设备。该设备操作简单,成型效果快。被各项工程和刚架构加工厂广泛应用。
再等待冲头二次下落,如此重复上述过程,便可实现所需孔数的连续冲孔加工过程。显示器随时显示即时孔数。当冲完一个孔后,工件数累加进一,孔数复位为零,并给出声响报警号。本成果可实现10~60孔的轴承保持架的冲窗孔加工。具有连续冲孔和单发点射冲孔的功能,能一次连续地完成一个工件的冲孔加工。也可单发加工工件上的某一孔位。冲孔频率为0~130次/min,若孔数超过20孔,频率可达240次/min。可连续工作24h。本成果为国内研发的用机控制自动分度的高精度加工轴承保持架窗孔的设备。其等分精度≤±0.1mm,达到同类产品水平。
4.手动取放料,自动开关启动机器自动完成缩尖加工等所有5.适合多种材质如铁铝铜和不锈钢等,形状适用圆筒状零件端部缩尖6.定位一般采用后定位调机构调节一般操作者即可完成。甘肃天水小导管打眼机_小导管箭头机。

工字钢冷弯机工作原理:把钢材放在冷弯机上,与减速器带动的滚轮接触后,将压紧手柄进给锁紧,启动电机油泵组,由电动油泵输出的高压油经溢流阀(可调整所需压力),进入聚成块到电液阀,有电液阀和点动开关(点进、点退)控制油缸工作,工作油缸推进,将工字钢与三个支撑滚轮压紧并未发生弯曲变形时开始计算,油缸再推进的长度进程为每次10mm-15mm,开主电机正转或反转,由主电机带动钢材工作,反复操作,达到所需为止。
工字钢冷弯机操作:1、设备摆放平稳,四轮受力均匀。2、设备使用前,先检查传动箱侧面油标所显示的油位,如果油位低于油线时,须从箱体盖上向箱体内注润滑油,直到达到油线位置。3、夏季注入46号液压油,冬季可注入48号液压油。正常使用半年后,换油一次,可保证设备正常运转和延长寿命。4、操作人员了解并掌握该设备的结构及工作原理和保养检查点。5、压轮进给时,先将上面圆螺母松开,进给到达刻度后,再将圆螺母拧紧固定;被动压轮进给时应将工件完全退出。